



اتوماسیون صنعتی به مفهوم خودکارسازی عملکرد ماشین آلات در صنعت است. اما ارتباط بین بینایی ماشین و اتوماسیون صنعتی چیست؟ با بیانی ساده بینایی ماشین به سیستم اتوماسیون قدرت بینایی می بخشد؛ بینایی در اینجا به معنی توانایی پردازش تصویر و استخراج اطلاعات از آن است. این اطلاعات می تواند مختصات مکان یک جسم باشد که به یک ربات منتقل شود تا ربات بتواند آن جسم را جا به جا کند، یا مثلا خرابی در ظاهر یک قطعه باشد و به PLC فرستاده شود تا به صورت خودکار آن محصول از خط تولید خارج گردد. امروزه کنترل کیفیت اتوماتیک کاربرد گسترده ای در صنایع دارد.
ما در این مقاله نشان داده ایم چطور می توان از سیستم ویژن برای کنترل کیفیت اتوماتیک بسته قرص استفاده نمود. برای شبیه سازی عملی این پروژه ، از نرم افزار پردازش تصویر هالکن استفاده کرده ایم. برنامه تصویر بسته قرص را پردازش و نتيجه را به PLC مي فرستد و در صورت وجود اشکال، PLC فرمان ریجکت بسته را می دهد.
برای مشاوره در پیاده سازی انواع پروژه های بینایی ماشین، تیم ویژن سیستم همراه متعهدی برای شماست. همچنین اگر علاقه مند به آموزش کاربردی در این راستا هستید تیم ما مسیر یادگیری را برای شما هموار کرده است.
کنترل کیفیت اتوماتیک با بینایی ماشین
کارخانه ای را در نظر بگیرید که صدها قطعه در هر ثانیه تولید می کند؛ کنترل کیفیت این محصولات به صورت دستی بسیار زمانبر است و هزینه زیادی را به شرکت تحمیل می کند. همچنین انجام آن برای کارکنان کسالت آور است و احتمالا در آن دچار خطا می شوند. در صورتی که با استفاده از یک سیستم ويژن، می توان کنترل کیفیت را به راحتی، با سرعت و دقت بالا انجام داد.
با کاربرد پردازش تصویر، سیستم های ویژن قادرند محصولات را از نظر اندازه، شکل، رنگ، صحت چاپ، فاصله بین نقاط، زاویه هر قطعه و … بررسی کنند. در شکل زیر سیستم ویژن، کامل بودن تصویر روی بسته های قرص را بررسی کرده و وجود خطا در آن را تشخيص داده است. در مرحله بعد اطلاعات حاصل از پردازش تصوير به واحد کنترل ارسال می شود. وقتی نقصی در محصول وجود داشته باشد واحد کنترل، فرمان خارج کردن آن را از خط تولید می دهد.

در ادامه مقاله نحوه ارتباط سیستم ویژن با PLC را بررسی می کنیم.
PLC و کاربرد آن در سیستم ویژن
در اتوماسیون صنعتی، کنترل کننده منطقی قابل برنامه ریزی (PLC) نقش پررنگی دارند. سیستم پردازش درون PLC به ما امکان می دهد ورودی و خروجی ها را از طریق برنامه نویسی تغییر دهیم. بنابراین بزرگترین مزیتی که PLC ها دارند انعطاف پذیری آنها براي کاربرد در صنایع مختلف است. به عنوان مثال قطعه ای را در نظر بگیرد که قرار است چند نقطه از آن با دریل سوراخ شود؛ می توان با پردازش تصویر موقعیت مکانی قطعه را به دست آورد و با استفاده از پروتکل های شبکه مختصات مکانی را به PLC انتقال داد تا PLC دریل را برای سوراخ کاری دقیق قطعه هدایت کند.
همچنین در کنترل کیفیت محصولات، معیوب بودن آنها را از طریق پردازش تصویر با نرم افزار هالکن تشخیص می دهیم و به PLC اعلام مي کنیم تا با فعال کردن جک، محصول را از خط تولید خارج کند. ما در این مقاله از همین روش برای ریجک کردن بسته معیوب استفاده کرده ایم.
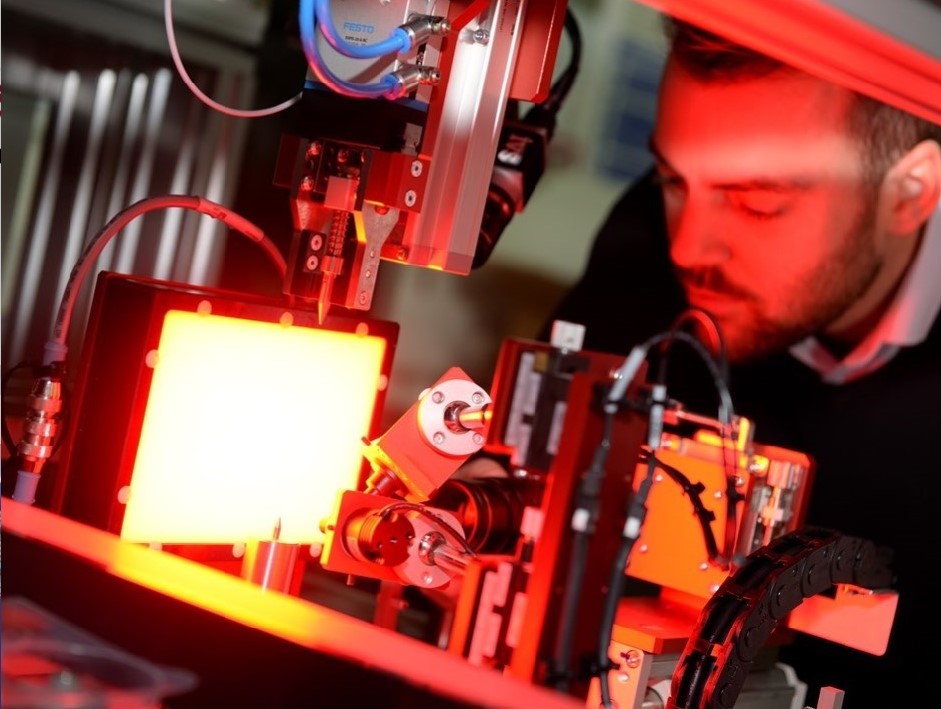
در تصویر بالا یک سیستم بینایی ماشین را مشاهده می کنید، در این سیستم:
- لایت یا همان منبع نور قطعه را روشن می کند و دوربین صنعتی از هر محصول عکس می گیرد.
- این عکس به نرم افزار پردازش تصویر در کامپیوتر منتقل می گردد و با تکنیک های مختلف پردازش تصویر ، اطلاعات مورد نیاز از عکس به دست می آید.
- نتیجه حاصل از پردازش تصویر به PLC ، فرستاده می شود .
- چنانچه کیفیت محصول قابل قبول نباشد PLC به جك فرمان مي دهد که محصول را ریجکت کند.
در ادامه مقاله از سیستم بینایی ماشین و PLC براي بررسی چاپ روی بسته های قرص استفاده خواهیم کرد.
پیاده سازی پروژه هوشمند سازی کنترل کیفیت صنعتی
ما در اینجا پروژه کنترل کیفیت چاپ در خط تولید و ریجکت بسته معيوب را شبیه سازی خواهیم کرد. تجهیزات مورد استفاده در این پیاده سازی دوربین صنعتی، لايت مناسب، کامپیوتر و نرم افزار پردازش تصویر، PLC دلتا و جک براي فرايند ريجكت یا بیرون انداختن بسته معیوب است.
در شکل زیر نمایی از تجهیزات شبیه سازی پروژه و چهار بسته قرص که یکی آنها معیوب است را مشاهده می کنید. در ادامه به توضیح مختصر نحوه اتصال این تجهیزات و عملکرد آن خواهیم پرداخت.

هدف ما در اینجا این است که از بین این چهار بسته قرص که در عکس زیر نشان داده شده است بسته معیوب را شناسایی کنیم.

اتصال دوربین صنعتی به برنامه تشخیص اتوماتیک عیوب
در این پیاده سازی از دوربین صنعتی باسلر مدل دارت استفاده کرده ایم. در اینجا برای اتصال دوربین به کامپیوتر از کابل USB استفاده مي شود. دوربین را روی پروفیل های آلومینیومی متصل به پایه فلزی ثابت می کنیم و از طریق یک شستی فرمان گرفتن عکس را به دوربین می دهیم. در تصویر زیر دوربین و اتصال آن به کابل USB نشان داده شده است .

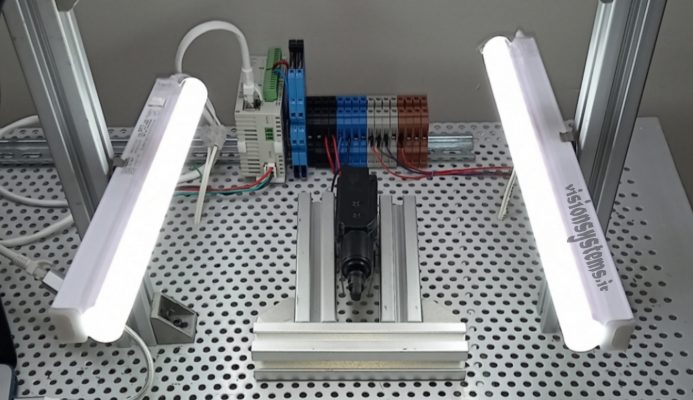
نور پردازی در پروژه خودکار سازی کنترل کیفیت
در سیستم های ویژن نورپردازی اهمیت ویژه ای دارد و عملا عدم انتخاب نورپردازی مناسب می تواند سدی برای اجرای پروژه باشد. همانطور که در شکل می بینید در اینجا از دو منبع نور خطی در دو طرف بسته قرص استفاده کرده ایم که نور یکدستی را روی بسته قرص ایجاد می کند.
اتصال پی ال سی به نرم افزار پردازش تصویر
ما برنامه پردازش تصویر چاپ را در محیط هالکن نوشته ایم. هالکن قدرت بالایی در پردازش تصویر دارد و کار کردن در محیط آن ساده است. هالکن به سادگی به انواع دوربین های صنعتی و واحدهای کنترل متصل می شود بنابراین برای استفاده در انواع صنایع بیشترین انعطاف پذیری را دارد.
برای ارتباط PLC با نرم افزار هالکن می توان از پروتکل های متداول صنعتی مانند اترنت و مدباس استفاده کرد. ما در اینجا از ارتباط اترنت استفاده کرده ایم. وقتی پی ال سی از طریق کابل شبکه پیغام وجود نقص در محصول را از نرم افزار هالکن دریافت می کند جريان برق از راه PLC به جك متصل مي شود تا محصول ریجکت گردد. در تصویر زیر PLC دلتا و جایگاه اتصالات آن را مشاهده می کنید.

نحوه عملکرد نرم افزار شناسایی خودکار عیوب
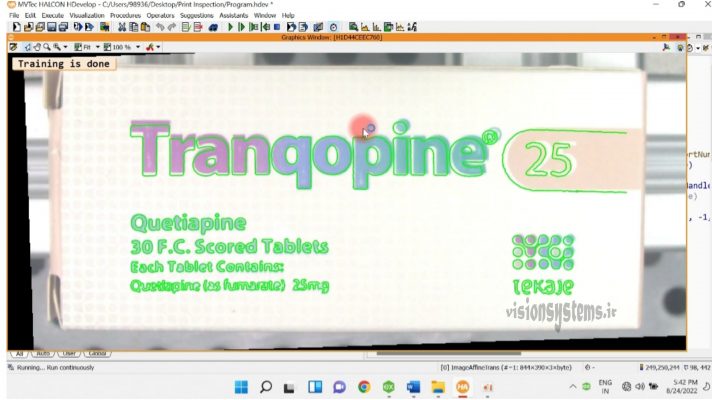
در پروژه کنترل کیفیت چاپ ، در مرحله اول ، برنامه آموزش می بیند. آموزش نرم افزار از طریق دادن الگوی قابل قبول به آن انجام می شود. در اینجا با اجرای برنامه، عکس خوب از طریق دوربین دریافت می شود سپس با پردازش آن، الگویی برای مقایسه با ساير عكس ها ساخته می شود. کافی است یک بسته قرص سالم را زیر دوربین قرار دهیم و برنامه را اجرا نماییم. بدین ترتیب مطابق شکل زیر نرم افزار الگو را شناسایی خواهد کرد و پیغام انجام آموزش (traning is done)را نمایش می دهد.
در مرحله دوم شناسایی نمونه های معیوب انجام می شود. برای تست برنامه از یک نمونه خوب شروع می کنیم. با قرار دادن نمونه سالم و فشردن شستی، دوربین عکس می گیرد و آن را برای برنامه ارسال می کند. همانطور که در تصویر نمایش داده شده است نمونه قابل قبول است و پیغام سالم بودن آن روی تصویر با (OK) نمایش داده می شود. برنامه برای سایر نمونه های خوب نیز عملکرد مشابهی خواهد داشت.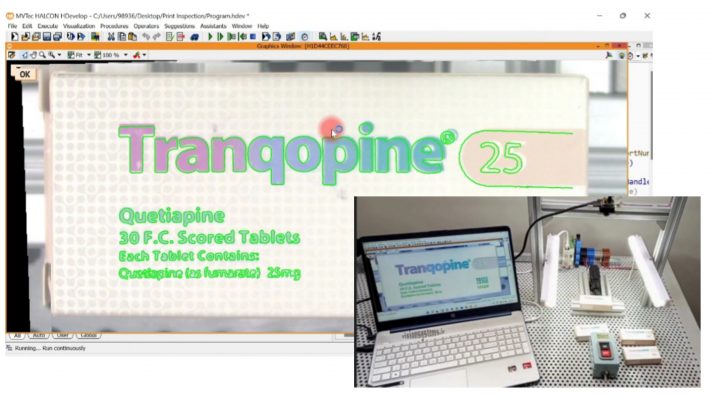
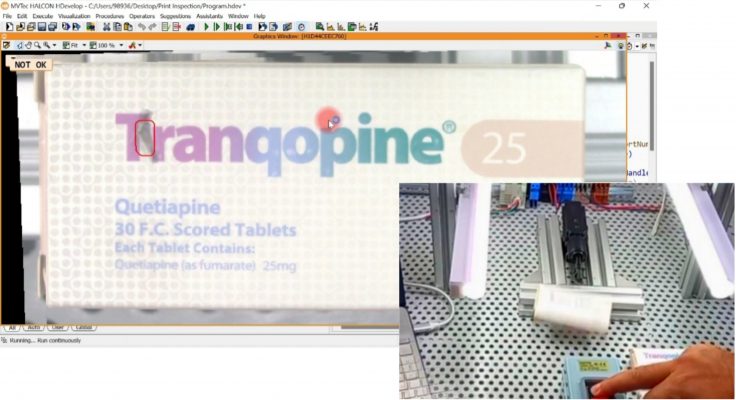
در ادامه نمونه معیوب را در زیر دوربین قرار می دهیم طبق روال قبل با فشردن شستی برنامه اجرا می شود و برنامه این بار قسمت معيوب و پیغام (NOT OK) را نمایش می دهد، سپس سیگنال ریجکت را به PLC مي فرستد و نهایتا بسته توسط جک، پرت می شود. تصویر زیر چاپ معیوب روی بسته قرص و خروج بسته معیوب توسط جک را نمایش می دهد.
هوشمند سازی بازرسی خط تولید
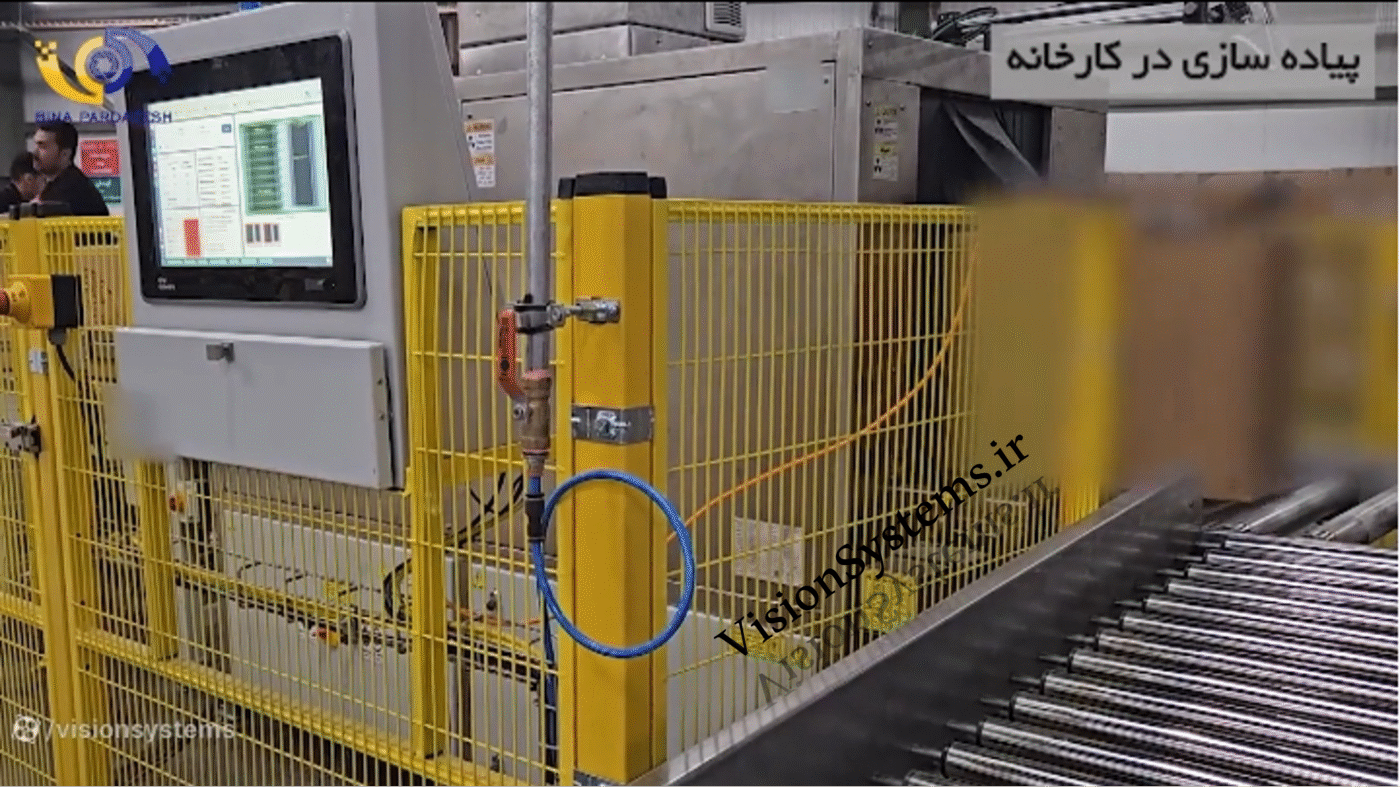
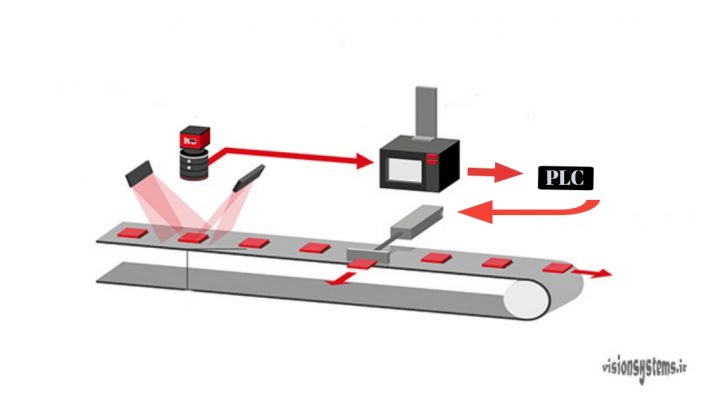
در کنترل کیفی محصولات روی خط تولید، برای ارسال فرمان عکس برداری به دوربین به جای شستی از سنسور استفاده می شود. به این صورت که سنسور با یک سیگنال فشار ضعیف عبور محصول را به دوربین اعلام می کند و دوربین قادر است با سرعت بالا عکس بگیرد. در صورتی که با پردازش عکس کیفیت محصول تایید نشود PLC فرمان ریجکت محصول را به جک مي فرستد. شکل زیر شمایی از مراحل ریجکت یک محصول بر مبنای پردازش تصویر را نمایش می دهد.
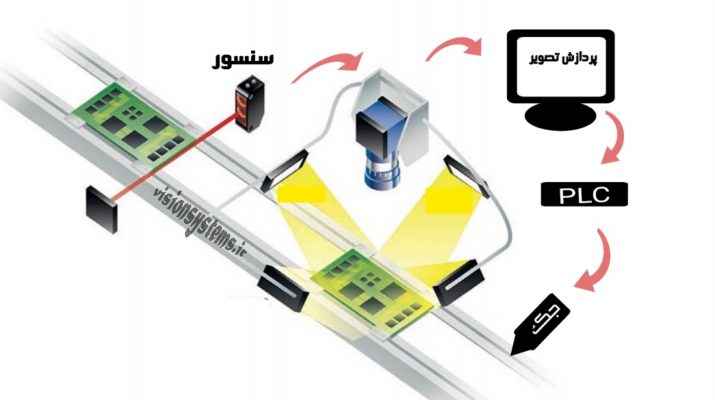
ابتدا سنسور عبور محصول را به دوربین اعلام کرده و دوربین عکس می گیرد، سپس عکس به کامپیوتر منتقل و پردازش می شود و در نهایت پی ال سی نتیجه پردازش را دریافت می کند و فرمان خروج محصول بی کیفیت را به جک می دهد.