فارسی
فارسی


Do you think it is possible to set up a machine vision system with a regular camera like a webcam? To answer this question, we need to understand the difference between an industrial camera and a regular camera. Industrial cameras have capabilities such as high frame rates, low-light imaging, and quality image production. This article highlights 7 advantages of industrial cameras over regular cameras. These features make industrial cameras suitable for machine vision system designs. The image below shows several Basler cameras.

1- Electrical Signal Imaging for Industrial Cameras
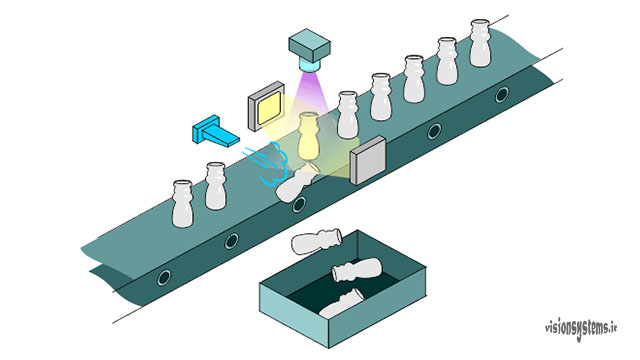
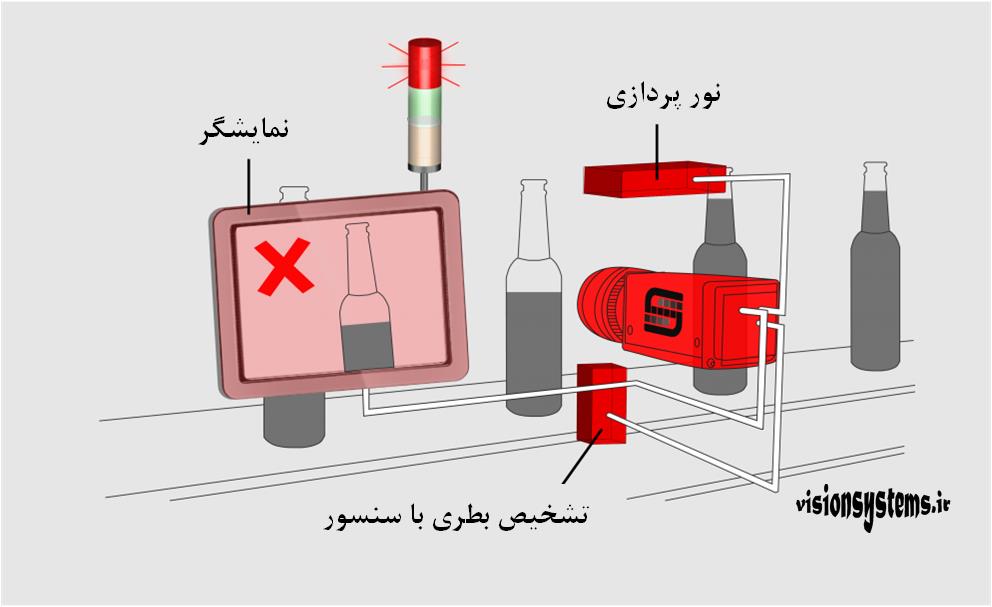
Suppose we want to capture an image of a product moving on a conveyor belt. In this case, we can install a sensor to instruct the camera when to take a picture. In other words, industrial cameras used in machine vision and image processing can take pictures with a weak signal. For example, in the image below, we want to detect the liquid level inside a bottle. When the bottle passes in front of the camera, a bottle cap sensor detects its presence and sends a signal to the camera to capture an image. Upon receiving the imaging signal, the camera takes a picture and sends it to the computer.
2- High Frame Rate in Industrial Cameras
Most regular cameras, like webcams, have a low frame rate. This limitation becomes apparent when trying to capture images of fast-moving objects, causing motion blur. In contrast, industrial cameras have the capability of capturing high-speed images. The image below demonstrates the difference in capturing images of a moving bullet at different frame rates. Industrial cameras can capture images at high frame rates, allowing for clear imaging of fast-moving objects.
3- High Image Quality and Low Image Noise
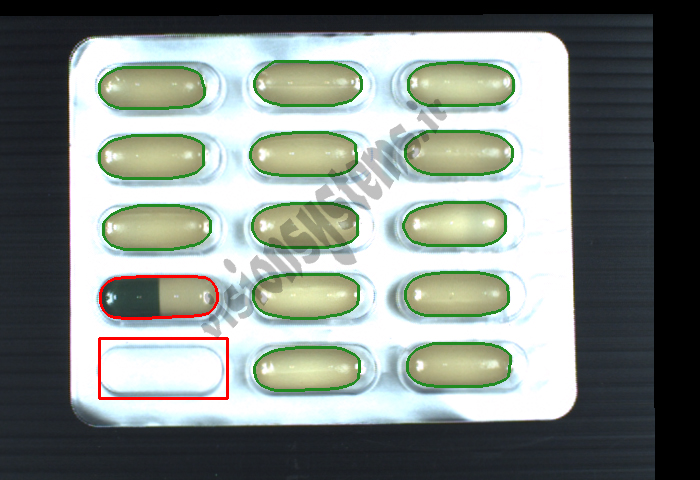
Image quality is crucial for machine vision projects. Industrial cameras provide high-quality images with low noise, ensuring better image processing results. The quality of the camera’s image sensor plays a significant role in achieving this. The image below shows an application where a blister inspection system utilizes high-quality imaging to detect pills and capsules.
4- Designed for Industrial Environments
Industrial cameras are specifically designed for harsh industrial environments, providing resistance to factors such as dust, moisture, and other environmental conditions. Their robust construction allows for easy installation on various mounts. The image below shows the housing of industrial cameras designed for durability.

5- Ability to Use Various Lenses with Industrial Cameras
Industrial cameras come without built-in lenses, allowing users to choose and install lenses based on their specific requirements. This flexibility enables the use of different industrial lenses depending on the project’s needs. The image below displays various industrial lenses suitable for different applications.

6- Industrial Cameras Have Controllable Electrical Outputs
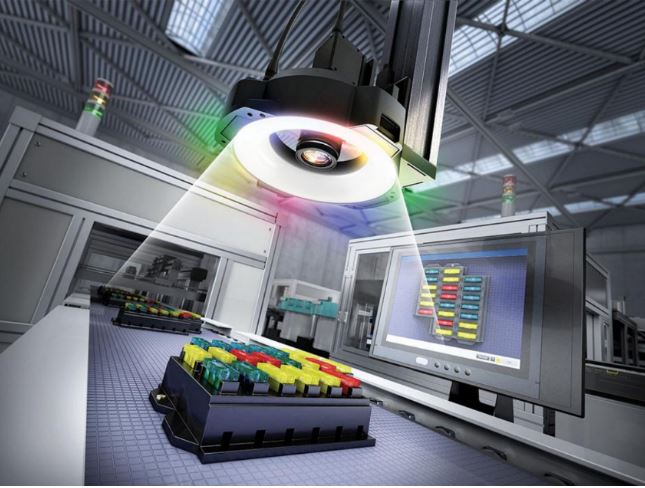
Most industrial cameras, such as Basler cameras, feature controllable electrical outputs. One common application is using these outputs to control lighting. By using the camera’s output wires, we can activate lighting for a short duration precisely when capturing an image. This is typically done by connecting a relay to the camera’s output wires.
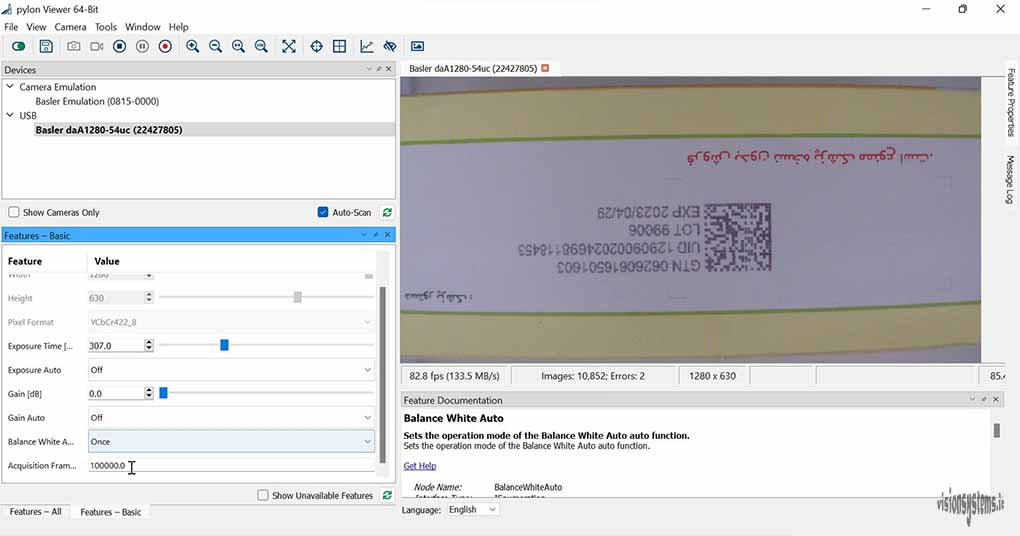
7- Adjustable Parameters in Industrial Cameras
Industrial cameras offer adjustable parameters such as image dimensions, image brightness, and more. These settings are usually configured in the camera’s software. The image below shows the software interface for Basler cameras, where various settings can be adjusted.