
 فارسی
فارسی


Also, click here to register for the “Machine Vision Training Course with Halcon Software”.
Machine vision system and image processing in industry
A machine vision system is a technology or technology that can be used to analyze a process automatically. The machine is faster and works continuously. Machine vision systems can inspect hundreds or even thousands of parts per minute. These systems provide more stable and reliable inspection results 24 hours a day, 7 days a week. Machine vision can also aggregate data for downstream process control and improvement.
Machine vision systems are used for various applications. For example, the detection of damaged parts in the production line of a factory and the guidance of an industrial robot are applications of machine vision systems. We can count products with machine vision. Or measure parts and identify damaged products. With this technology, we can do thousands of things, from quality control of medical products to helping robots pick up parts. Reading letters and numbers, recognizing the position and movement of objects, identifying barcodes, measuring different parts, and identifying colors are only part of the applications of machine vision.
Important applications of machine vision with sample photos and descriptions click here.
Implementation of industrial machine vision systems
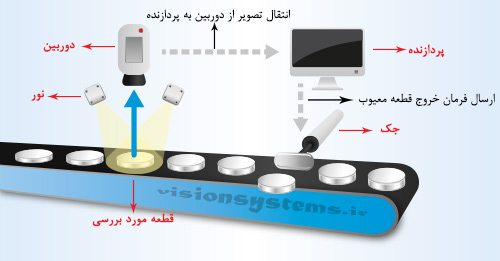
Below is an example of a machine vision system. with the help of which you can separate the defective parts from the healthy ones. In the following, the steps to perform the process for the inspection of this vision system are described.
1- The image is captured by the camera.
2- The captured image is transferred to the computer with communication cables.
3- The image will be processed on the computer using machine vision software. The result of this processing determines whether the part is correct or defective.
4- If the part is defective, the part exit command is issued by the machine vision software.
5- The command issued by the machine vision software is finally applied to the jack and the damaged part is removed from the production line by the jack.
Industrial machine vision system equipment
In the previous part, we gave explanations about machine vision systems. Here we are going to learn about the important equipment of Machine vision.
Industrial cameras
The camera converts the light into a digital image, which is then sent to the processor for analysis.
The role of the camera is to capture the image and transfer it to the computer. Receiving the image can be done in different ways depending on the situation, for example, in the bottle cap production line, when the bottle cap passes, we can use the sensor to command the camera to take a photo. Please note that industrial cameras used in machine vision have two major differences from ordinary cameras:
1- In industrial cameras, the amount of opening and closing of the camera aperture can be adjusted. This setting is used to take photos with the right light.
2- They can be photographed with a pulse. When the part passes under the camera, a sensor can be used to detect the part and generate a pulse. This pulse can command the camera to take a picture.
Below is a picture of a basler industrial camera with and without a lens.

Machine vision industrial lenses
The lens captures the image and presents it as light to the camera (the sensor on the camera). There are different types of industrial lenses for different applications. Some of them can be seen in the picture below.

Machine vision lights
It illuminates the part it is inspecting, allowing its features to stand out so they can be seen clearly by the camera. One of the features that distinguish image processing lights is that the LEDs used in them are of high quality. The exposure of these lights does not change over time. Machine vision uses different lighting techniques. Below are pictures of several professional lights used in image processing. Be aware that the price of some of them may be more than 100 times more than the usual similar lights used for lighting.

Machine vision and industrial image processing software
After the image is taken from the camera, it is transferred to the image processing software. The task of the image processing software is to extract the required information from the image. One of the most powerful image processing software in the world is HALCON software. With Halcon software, you can do all kinds of machine vision and image processing projects. This software is made by a German company named MVTec.
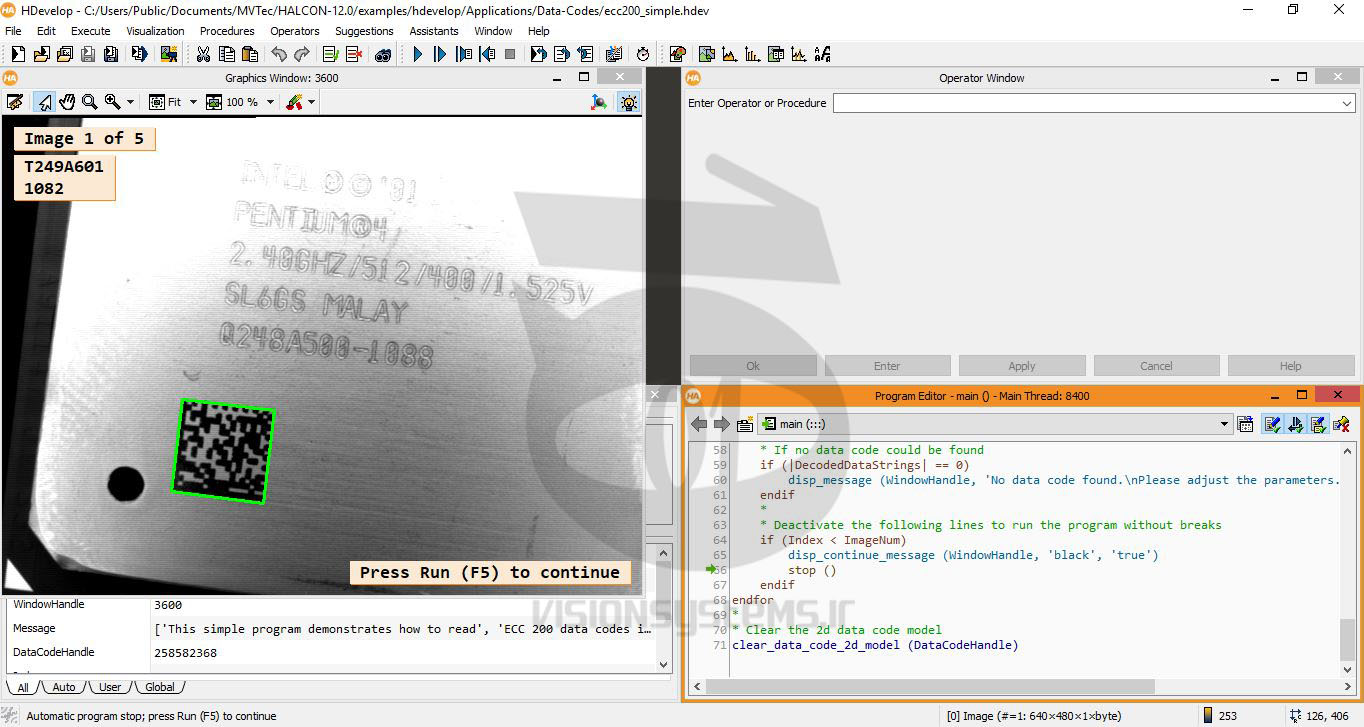
Below is an image of the halcon software environment. Bina Pardazesh Team is the only specialized authority that teaches this powerful software. You can find some of our free trainings on Bina Pardazesh Team’s youtube channel. See.
related content

seven important applications of image processing in machine vision
In today’s world, all products are produced in modern factories fully automatically. The use of machine vision has made it possible to control a process completely. In machine vision systems, the camera takes the photo and after that we can recognize the required items in the photo by using image[...]
6 important applications of Object Detection in machine vision and image processing
machine vision systems will be reviewed. These items include: The best image processing software to implement Object Detection HALCON image processing software . This software is made by the German company MVtec, in which object detection and recognition is called “Matching”. Also, the photos of this article are from ready[...]

the most powerful machine vision software in the world
HALCON software is the best image and vision processing software made by MVTec . This image processing and machine vision software has been used in hundreds of thousands of installations in all fields of imaging. Among the applications of HALCON software are various image processing analysis. , morphology, matching, measurement[...]